| Hydrogen
chloride units failing film absorbers
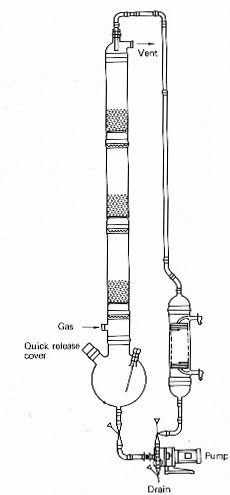
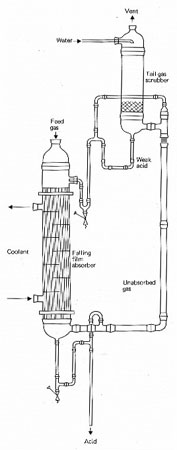
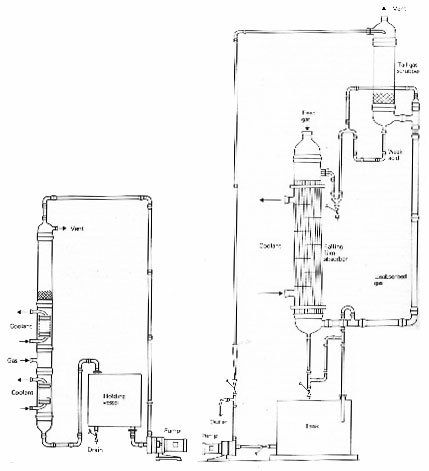
Operation
Hydrogen
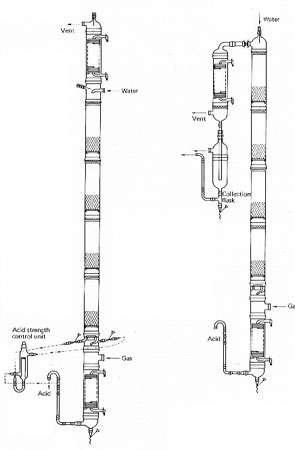
chloride feed gas enters at the top of the falling film absorber and flows
co-currently with weak acid coming from the tails tower.
Heat of solution released as a result of the absorption process is
removed by the cooling water flowing in the shell side of the falling film
unit. Thus absorption is
effected at lower temperatures enabling a higher concentration of acid to
be produced.
Product
acid leaves at the bottom of the falling film absorber at a suitable
temperature for storage and is ready for pumping.
The
remaining unabsorbed hydrogen chloride gas and any inert gases present
leave at the bottom of the falling film unit and enter at the bottom of
the tails tower. Process feed
water entering at the top of the tails tower absorbes the hydrogen
chloride to form dilute hydrochloric acid.
The dilute acid flows by gravity to the top of the falling film
absorber to serve as the liquid feed to the tubes.
Applications
1.
Types AFT 3/1, AFT 6/5, AFT
9/10, AFT 12/20
Production
of. hydrochloric acid up to strengths of 33% w/w and
Production
of hydrobromic acid up to strengths of 63% w/w by absorption from pure gas
feeds.
Approximately
5% of the gas is unabsorbed in the falling film absorber and a tails tower
is necessary to absorb this remaining quantity of pure gas.
2.
Types AFT 3/1.25, AFT 6/16,
AFT 9/12, AFT 12/24
Production
of hydrochloric acid up to strengths of 38% w/w and
Production
of hydrobromic acid up to strengths of 63% w/w by absorption from pure gas
feeds.
Approximately
I 5 to 20% of the pure gas is unabsorbed and the tail tower has to be made
correspondingly larger to absorb this increased throughput of pure gas.
top |